МЫ ПРЕДЛАГАЕМ
Выбор, монтаж и роль блока подготовки воздуха для пневматических инструментов!
Содержание
Выбор, монтаж и роль блока подготовки воздуха для пневматических инструментов
Блок подготовки воздуха для инструментов – почему он так важен?
Как выбрать установку подготовки воздуха?
Как следует устанавливать такие блоки подготовки сжатого воздуха?
Выбор, монтаж и роль блока подготовки воздуха для пневматических инструментов
Блок подготовки воздуха для инструментов – почему он так важен?
Чтобы достичь высокого уровня производительности работающих на сжатом воздухе инструментов, в первую очередь необходимо позаботиться об оптимизации пневматической установки. Для этого следует обратить внимание на системы подготовки сжатого воздуха, которые по своей структуре состоят из фильтра давления, редуктора давления и смазки. Эти элементы оказывают реальное влияние на эффективность и долговечность инструментов и других пневматических устройств. Установка блока подготовки сжатого воздуха вблизи пневматического инструмента гарантирует надлежащее качество сжатого воздуха, поскольку нивелирует риск, связанный с присутствием в установке пыли, влаги, ржавчины и других жестких загрязнений. Масляный масляный туман, находящийся в блоке F+R+L, также обеспечивает надлежащую смазку инструмента.
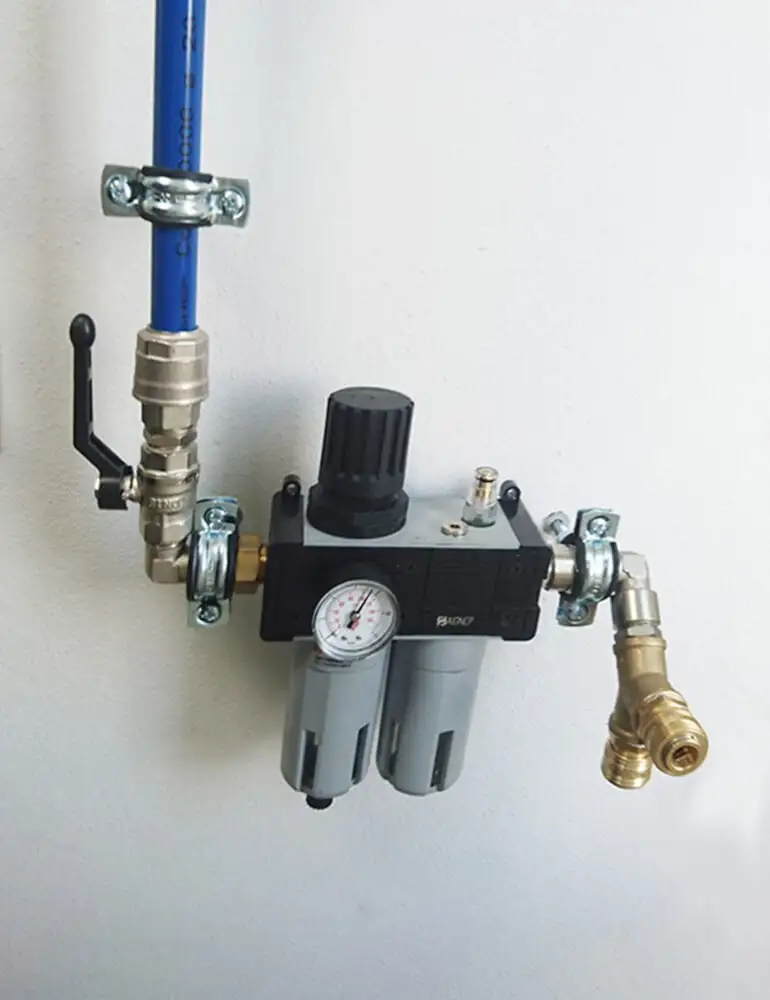

Блок сжатого воздуха характеризуется следующими функциями: фильтрация, регулировка (снижение) давления и смазка
Фильтрация – процесс, заключающийся в использовании воздушного фильтра, который удаляет из сжатого воздуха большинство загрязнений в виде твердых частиц пыли, ржавчины и т.д. Если частицы пыли, ржавчины или других загрязнений попадают в пневматический двигатель или инструмент, они могут осложнять поток среды, следовательно, способствовать потере мощности самого оборудования и повредить его. Это приводит к повышению стоимости обслуживания и увеличению потребления сжатого воздуха, например в результате утечек и повреждений уплотнений в пневматических устройствах.
Смазка – процесс, заключающийся в дозировке в воздух, проходящем под давлением, капель масла, превращающихся в масляный туман. Когда смазка не происходит, процесс износа инструмента происходит значительно быстрее, что также связано со снижением максимальной производительности шлифмашины, молотка, дрели или отвертки. Это приводит к снижению производительности всей работы и производства в целом, а также повышению затрат на обслуживание. Приглашаем ознакомиться с графиком ниже, на котором мы показали параметры производительности/срока службы пневматического мотор-редуктора в случае применения смазки и ее отсутствия.
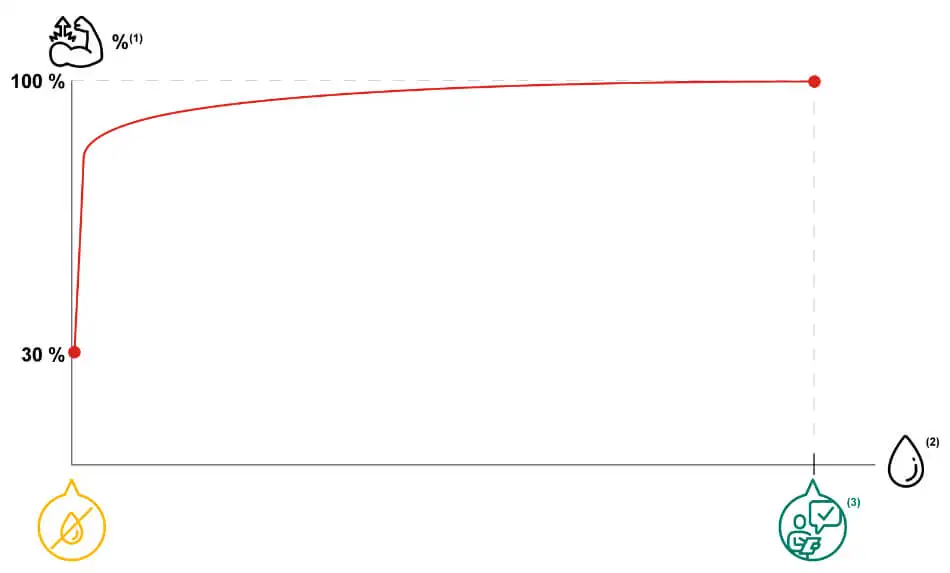
Диаграмма №1: Полностью желательна работа пневматического мотор-редуктора в инструменте при сохранении надлежащей смазки. Использованы примерные параметры на основе лабораторных испытаний, где проводились испытания пневматических мотор-редукторов. Значение 1 – выходная мощность двигателя инструмента, значение 2 – объем масла, а значение 3 – рекомендации производителя из так называемой карты DTR (инструкция по эксплуатации, прилагаемая к каждому инструменту).
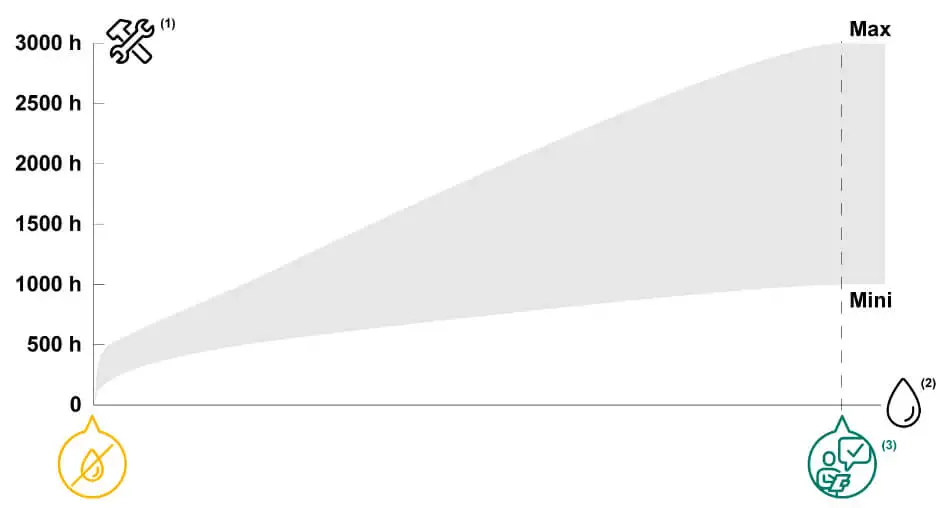
Диаграмма №2: Полностью желательна эксплуатационная прочность пневматического мотор-редуктора данного инструмента при соответствующей смазке масляной млой. Использованы примерные параметры, основанные на тестах, проведённых в лаборатории на пневматических мотор-редукторах. Номер 1 касается выходной мощности двигателя инструмента, 2 – объемного количества масла, 3 – рекомендации, вытекающие из технического паспорта продукта (прилагается каталожная карточка с инструкцией по эксплуатации).
Регулировка – процесс снижения давления, который помогает поддерживать динамическое давление на контролируемом уровне 90 psi/6,3 бар. Это очень важно, поскольку давление на уровне ниже указанного производителем инструмента влияет на снижение его производительности, а следовательно, снижает рентабельность процесса и инвестиций. Однако, если давление превысит требуемое значение, это может привести к его более быстрому износу. Это также может являться следствием неисправностей, аварий или привести к выходу из строя всей пневматической системы на предприятии.
Как выбрать установку подготовки воздуха?
При выборе блока подготовки сжатого воздуха следует прежде всего учитывать размер присоединительной резьбы и требования инструментов относительно потока воздуха и степени фильтрации воздуха.


Как следует устанавливать такие блоки подготовки сжатого воздуха?

Интересно и в то же время следует подчеркнуть, что подавляющее большинство пневматических инструментов не работают на максимальных оборотах, а причиной этого является неправильная подготовка сжатого воздуха в системе. Речь идет о всей пневматической установке на заводе или в мастерской, поэтому рекомендуется соблюдать следующие правила:
- Использование 1 станции подготовки воздуха на 1 пневматический инструмент. В момент, когда мы подключаем несколько пневматических инструментов к одному блоку воздуха, величина давления воздуха, а также производительность смазки снижаются.
- Установку подготовки сжатого воздуха следует устанавливать как можно ближе к инструменту, именно в том месте, где питающий приемник шланг подсоединен к установке, чтобы к данному инструменту поступала масляная мгла и одновременно не происходило падение давления.
- Перед каждым использованием гаечного ключа, шлифмашины или дрели следует убедиться, что состояние масла является надлежащим, поскольку процесс смазки положительно влияет на прочность инструментов.
- Фильтровальные вкладыши следует периодически проверять и заменять.

Подытоживая, инструменты, работающие на сжатом воздухе, предназначены для работы при динамических значениях давления воздуха 90 PSI/6,3 бар и подлежат систематической смазке. Больший уровень давления окажет негативное влияние на прочность самого инструмента, а также на безопасность человека, работающего с инструментом. Высокое давление также означает более высокий уровень вибрации, слишком высокую скорость вращения, что приводит к более интенсивному трению и создает возможность повреждения.





Автор