МИ ПРОПОНУЄМО
Як усунути нестачу стисненого повітря та простої?
Зміст
Оптимізація пневматичних систем у лакофарбових цехах.
Чому цей процес є таким важливим?.
Оптимізований процес – застосоване рішення.
Оптимізація пневматичних систем у лакофарбових цехах
Приклад з практики — усунення дефіциту стисненого повітря та простоїв на підприємстві з промислового лакофарбування
На підприємствах промислового фарбування стиснене повітря — це не просто допоміжний засіб, а основа всього процесу. Воно відповідає за осушення деталей, живлення фарбувальних автоматів та належну роботу фарбувальних роботів. На одному з таких підприємств кожна перерва в подачі стисненого повітря означала не лише зупинку виробництва, а й реальні втрати якості.
Клієнт звернувся до компанії ПНЕВМАТ у той момент, коли під час роботи лінії все частіше починало бракувати стисненого повітря. Проблема була настільки серйозною, що фарбувальний робот періодично вимикався через падіння тиску нижче 6 бар. Що важливо, конкурентна компанія, без детального аналізу установки, запропонувала придбати ще один компресор.
Замість того, щоб піти цим шляхом, було вирішено спочатку перевірити, куди насправді «витікає» стиснене повітря.

Чому цей процес є таким важливим?
У промисловому лакофарбуванні деталі повинні бути ідеально висушені перед нанесенням шару лаку.
Недостатнє висушування призводить до:
- патьоків,
- повітряних бульбашок,
- відколів покриття,
- зниження якості кінцевого виробу,
- рекламацій та фінансових втрат.
Тому стабільний тиск і відповідна продуктивність пневматичної установки мають безпосередній вплив на якість фарбування та безперебійність роботи лінії.

Існуючий процес
До оптимізації на підприємстві паралельно функціонували три процеси:
- ручне продування деталей,
- автоматичне осушення,
- автоматична фарбувальна лінія з фарбувальним роботом.
Під час одночасної роботи всіх трьох процесів:
- починало бракувати стисненого повітря,
- тиск падав нижче необхідного рівня,
- фарбувальний робот аварійно вимикався,
- виникали простої у виробництві.
Крім того, пневматична система мала:
- численні переходи на магістралі,
- надлишок колін і фітингів,
- негерметичності, що спричиняли неконтрольовані витоки.

Оптимізований процес – застосоване рішення
Замість того, щоб інвестувати сотні тисяч злотих у нове джерело стисненого повітря, було розпочато з аудиту:
Обсяг робіт:
- перевірка фактичного навантаження на компресори,
- аналіз пневматичної системи,
- виявлення вузьких місць і втрат потоку,
- підготовка плану переобладнання системи,
- планування виявлення витоків.
Вже саме вимірювання фактичної потреби дозволило довести, що придбання нового компресора не є необхідним.
Використані продукти:
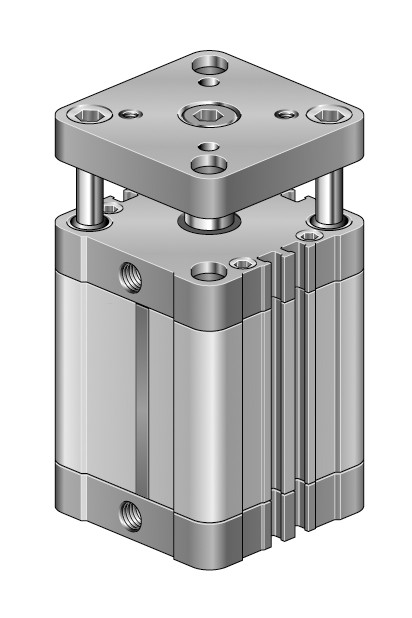
- Компактний циліндр UNITOP D50x50 з двостороннім поршнем QF050.0050P
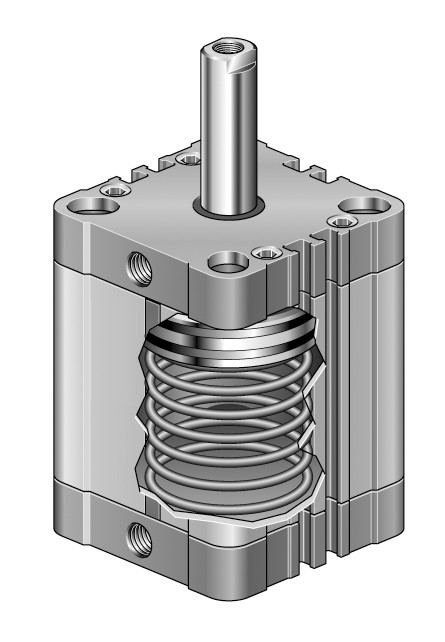
- Компактний циліндр ISO21287 з пружинним висувом NSKI025.0025SEP
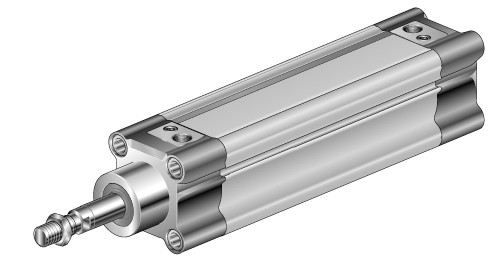
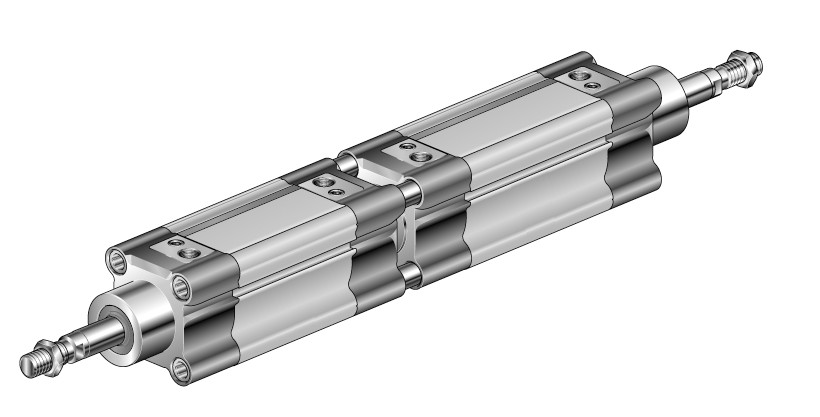
- Пневмоциліндр ISO15552 D40x125-125, з'єднані задніми кінцями, прокладка = 25 мм NWT040.0120-0120CNP
- Компактний пневмоциліндр, D16x5 ISO21287, протиобертальний NSKI016.0005AR

Переваги
✓ відсутність простоїв обладнання
✓ стабільна робота фарбувальних роботів
✓ підвищення якості лакофарбових покриттів
✓ зниження витрат на електроенергію
✓ усунення втрат стисненого повітря
✓ підвищена надійність установки
✓ реальна економія коштів
Де ще це рішення буде ефективним?
Такий підхід (аудит + оптимізація установки + виявлення витоків) буде ефективним у:
- промислових лакофарбових цехах,
- автомобільній промисловості,
- металообробній промисловості,
- виробничих підприємствах,
- роботизованих лініях,
- всюди, де стиснене повітря є критично важливим середовищем.

Коментар експерта:
У зварювальних системах стандартні пневматичні приводи дуже часто виходять з ладу не через конструкцію, а через відсутність належного захисту від умов робочого середовища.
Використання приводу, спеціально підготовленого для роботи в конкретній системі, значно подовжує його термін експлуатації та усуває ризик простоїв.
Варто пам'ятати, що навіть найкраща витяжна система не виконає свою функцію, якщо виконавчий елемент не працює в повному обсязі.

Автор