МИ ПРОПОНУЄМО
Використання пневматичного обладнання на складах
Зміст
Пневматика в обладнанні складу.
Де в складі застосовується пневматика? Карта застосувань.
Пневматичні циліндри — основний привід внутрішньої логістики.
Як підібрати привід для складських систем (на практиці)
Що зазвичай постачає ПНЕВМАТ у цій сфері
Клапани та клапанні острови – серце управління рухом..
Що є критично важливим при виборі клапанів для логістики.
Підготовка повітря (FRL) та якість середовища – основа надійності
Розподіл стисненого повітря: монтаж, з'єднувачі, шланги, арматура.
Фітинги та швидкороз'ємні з'єднання — невеликі деталі, серйозні наслідки.
Вакуум у складі: ежектори, присоски та «безконтактне» захоплення.
Подув, струмінь повітря, «повітряний ніж» — повітря як технологічний інструмент.
Безпека пневматичних систем на складі
Діагностика та технічне обслуговування: як підготувати пневматичну систему до роботи в режимі 24/7.
Як виглядає повна пневматична архітектура в автоматизованому складі?.
Приклади пневматичних «комплектів» для зон складу (практичний підхід)
Пневматика в обладнанні складу
Технічне обладнання складів — які пневматичні вироби використовуються на сучасному автоматизованому складі?
Сучасний склад сьогодні фактично є мініатюрним виробничим підприємством: конвеєрні системи, сортувальні машини, автоматизовані системи складування (AS/RS), станції комплектування, пакування та палетування, ворота та засоби функціональної безпеки. У такому середовищі пневматику можна зустріти майже всюди — не тому, що «так було завжди», а тому, що стиснене повітря забезпечує дуже вигідне співвідношення вартості та надійності, просту інтеграцію з автоматикою та чудову повторюваність у завданнях типу: штовхання, захоплення, позиціонування, гальмування, замикання, продування, вакуум, амортизація.
Нижче ви знайдете практичний технічний огляд того, які пневматичні елементи складають обладнання автоматизованого складу – разом із підказками щодо вибору, типовими помилками та тим, як це все поєднується в цілісну систему. У тексті ми також враховуємо області, в яких ПНЕВМАТ зазвичай постачає компоненти (арматура, підготовка повітря, приводи, клапани, фітинги, шланги, монтажне обладнання, рішення для вакууму та продувки, а також елементи для технічного обслуговування).
Де в складі застосовується пневматика? Карта застосувань
У складі з високим рівнем автоматизації пневматику можна знайти в чотирьох «шарах»:

- Виконавчий рівень (рух і маніпуляції): приводи, захвати, поворотні приводи, гальма та амортизатори, вакуум (ежектори, присоски), притискачі, засувки, стопери, штовхачі.
- Процесний рівень (повітря як технологічне середовище): продувка для очищення та осушення, здування етикеток / плівки, сепарація легких забруднень, продувка форсунок на пакувальних станціях, форсунки та повітряні ножі, тобто «air-knife».
- Рівень розподілу та якості повітря: обробка (фільтрація, редукція, осушення), розподіл, моніторинг тиску / витрати, управління витоками, сервісні пункти.
- Рівень безпеки та відповідності: запобіжні клапани, швидке випускання повітря, блокування / LOTO, системи, що відповідають ISO 4414, інтеграція з функціями безпеки (наприклад, відключення пневматичного живлення в зоні).
На практиці «складська пневматика» — це не один циліндр біля стопера, а ціла архітектура: джерело повітря → підготовка → розподіл → виконання → діагностика та технічне обслуговування.
Пневматичні циліндри — основний привід внутрішньої логістики
Типові завдання циліндрів на складі
- Стопери та сепаратори на роликових / стрічкових конвеєрах (зупинка та відпускання вантажної одиниці).
- Проштовхувачі / поп-ап трансфери (зміна траєкторії, скидання на бічну лінію).
- Притискачі та позиціонери на станціях пакування, етикетування, обгортання.
- Закривання та блокування кожухів, воріт, сервісних дверей (часто з датчиками положення).
- Допоміжна палетизація: висунення, вирівнювання, центрування палети.
- Станції комплектації: механізми «pick-to-light» з штовхаючими елементами, викидачі лотків, блокування контейнерів.
Як підібрати привід для складських систем (на практиці)
Вибір зводиться до кількох параметрів, але для складів ключовими є: динаміка, стійкість до забруднення та циклічність.
Сила:
F≈p⋅A⋅η
де 𝑝 – робочий тиск, 𝐴 – площа поршня, 𝜂 – ККД (тертя / ущільнення).
На практиці залиште запас на тертя направляючих, заклинювання картонних коробок та різні маси SKU.
- Швидкість та амортизація: швидкі сортувальні лінії вимагають контролю швидкості (зворотні дроселі) та часто кінцевої амортизації (вбудованої в привід або зовнішньої).
- Наведення: при бічних навантаженнях (штовхачі, притискачі) краще використовувати привідні циліндри / направляючі з підшипниками, ніж «голий» циліндр – це збільшує термін служби та стабільність.
- Датчики положення: у складській автоматиці стандартом є датчики (наприклад, магнітні) для підтвердження висунення / засунення. Це мінімізує заклинювання та полегшує діагностику.

Що зазвичай постачає ПНЕВМАТ у цій сфері
На практиці в такому проєкті потрібні не лише самі пневмоциліндри, а й «екосистема»: кріплення, фіксатори, шарніри, затискачі, клапани, датчики, з’єднувачі та трубопроводи. ПНЕВМАТ у таких проектах зазвичай забезпечує комплектацію цілих пневматичних вузлів для станцій: від приводу до приладів підключення та підготовки повітря в точці відбору.
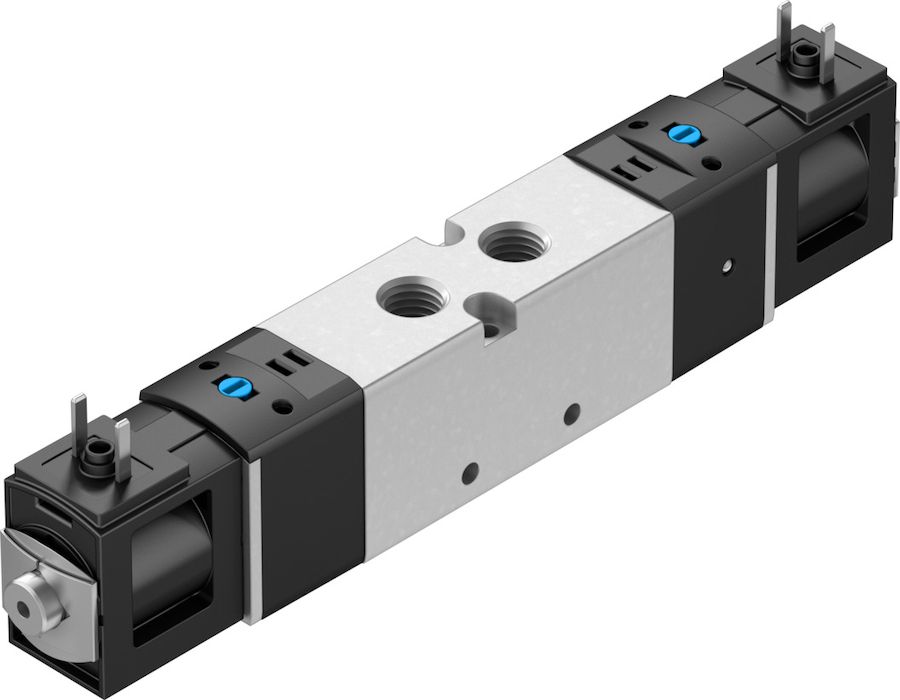
Клапани та клапанні острови – серце управління рухом
Розподільні клапани та їхня роль на складі
Найчастіше ви зустрінете:
- клапани 5/2 та 5/3 для приводів двосторонньої дії (стопери, штовхачі, притискачі),
- клапани 3/2 для односторонніх приводів, надувних і вакуумних,
- дросельний-зворотні клапани для регулювання швидкості,
- клапани швидкого скидання для динамічних циклів (швидке випускання повітря з камери приводу),
- запобіжні та відсічні клапани в зональних системах.
У сучасному складі клапани не «розкидані» безладно – дуже часто вони працюють як клапанних острівці з комунікацією (наприклад, PROFINET / EtherNet / IP) або віддаленими модулями вводу-виводу. З точки зору UR це величезна перевага: менше кабелів, швидша заміна, діагностика каналів, лічильники циклів, сигналізація про падіння тиску.

Що є критично важливим при виборі клапанів для логістики
- Пропускна здатність і час перемикання — у сортувальниках і швидкісних штовхачах вирішальне значення мають мілісекунди; занадто мала пропускна здатність = «затори» та незакриття.
- Стійкість до забруднень – картонний пил і плівка можуть вивести клапан з ладу швидше, ніж «важка» промисловість; тому якість повітря та фільтрація є справді ключовими.
- Аварійна стратегія – після зникнення живлення: чи повинен привід зупинитися, повернутися, чи перейти в безпечний стан? Це визначає вибір 5/3 (закритий центр / випущений повітря) проти 5/2.
ПНЕВМАТ на практиці
У пропозиції ПНЕВМАТ зазвичай підбирають клапани та обладнання так, щоб станція була «придатною для обслуговування»: швидкороз'ємні з'єднання, модульність, монтажні елементи, підготовка повітря біля машини, а за потреби також повні комплекти: клапан + дроселі + шумоглушники + кабелі + документація підключень.
Підготовка повітря (FRL) та якість середовища – основа надійності
Автоматизація складу може вводити в оману: багато хто інвестує в роботів та програмне забезпечення, а на підготовці повітря економить. Результат? Клапани заклеюються конденсатом, ущільнення набрякають від масла, а ежектори втрачають продуктивність.
Стандарт якості: що таке ISO 8573-1
Вимоги до класу чистоти залежать від застосування, але складу зазвичай потрібні:
- стабільний тиск (редуктори з хорошими характеристиками),
- фільтрації частинок (пил, іржа з установки),
- контролю конденсату (осушення або сепарація води),
- контролю масла (якщо у вас є «безмасляні» зони, наприклад, поблизу чутливих продуктів).
ISO 8573-1 описує класи якості стисненого повітря (частинки / вода / масло). Для UR найважливіше — визначити цільовий клас і послідовно його підтримувати.
Модулі, яких не повинно бракувати
- Попередній фільтр + точний фільтр, бажано з диференціальним манометром або індикатором забруднення.
- Редуктор з відповідною пропускною здатністю (запас на піки витрати).
- Осушувач та злив конденсату (автоматичний злив часто є обов'язковим).
- Запірний клапан + LOTO (безпечне обслуговування).
- М'який пуск / швидке випускання повітря для цілих секцій (особливо в зонах з захисними кожухами).
ПНЕВМАТ зазвичай постачає комплекти підготовки повітря, підібрані відповідно до витрат і умов, разом із запірною арматурою та елементами для обслуговування.

Розподіл стисненого повітря: монтаж, з'єднувачі, шланги, арматура
На складі повітря має надходити до багатьох точок: пакувальних станцій, зупинок конвеєрів, клапанних островів, систем розгерметизації. Саме тут виникають найбільші втрати енергії — і найбільші проблеми з технічним обслуговуванням.
Шланги та трубопроводи – не лише «діаметр і довжина»
- Внутрішній діаметр визначає падіння тиску при імпульсному споживанні (типове для приводів). Занадто тонкий трубопровід = повільніші цикли та нестабільність.
- Матеріал: у середовищі з пилом та рухом (кабельні ланцюги, траси) важливою є механічна стійкість та радіус згину.
- Прокладка: уникнення згинів, захист від тертя, правильне розвантаження на з'єднаннях.

Фітинги та швидкороз'ємні з'єднання — невеликі деталі, серйозні наслідки
На практиці проблеми зі складською пневматикою дуже часто починаються з:
- мікронегерметичності на з'єднувальних елементах,
- неправильного дотримання допусків при різанні трубопроводу,
- вібрації та розхитування з'єднань,
- відсутності стандартизації (10 типів з'єднувальних елементів на одному об'єкті).
Стандартизація обладнання та якість монтажу забезпечують реальну економію енергії та зменшують кількість простоїв. ПНЕВМАТ зазвичай підтримує такі проекти шляхом підбору узгодженого «набору» з'єднувальних елементів, шлангів та арматури для всього складу.

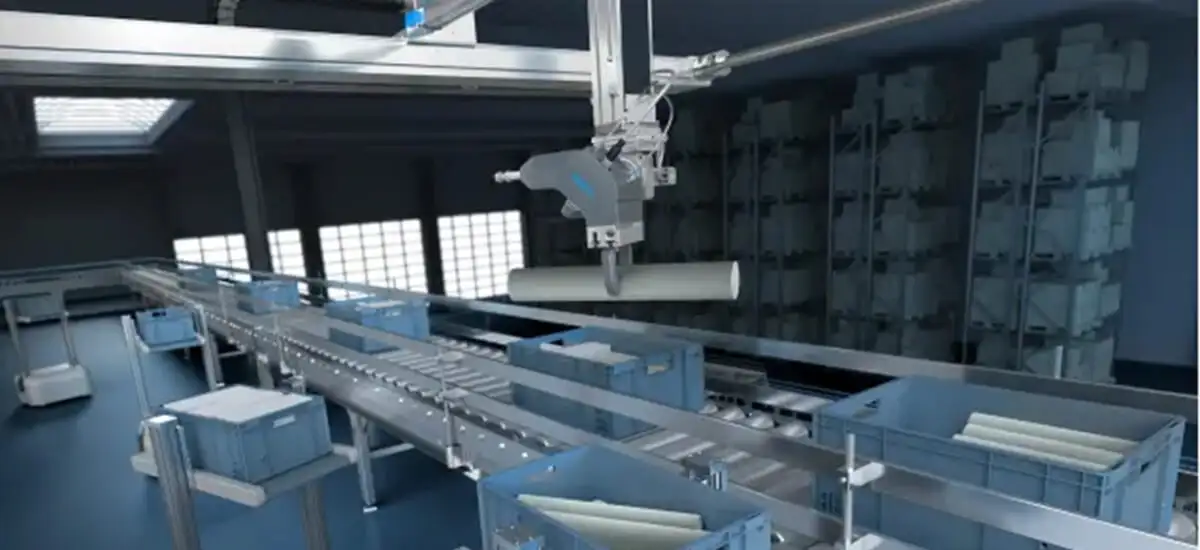
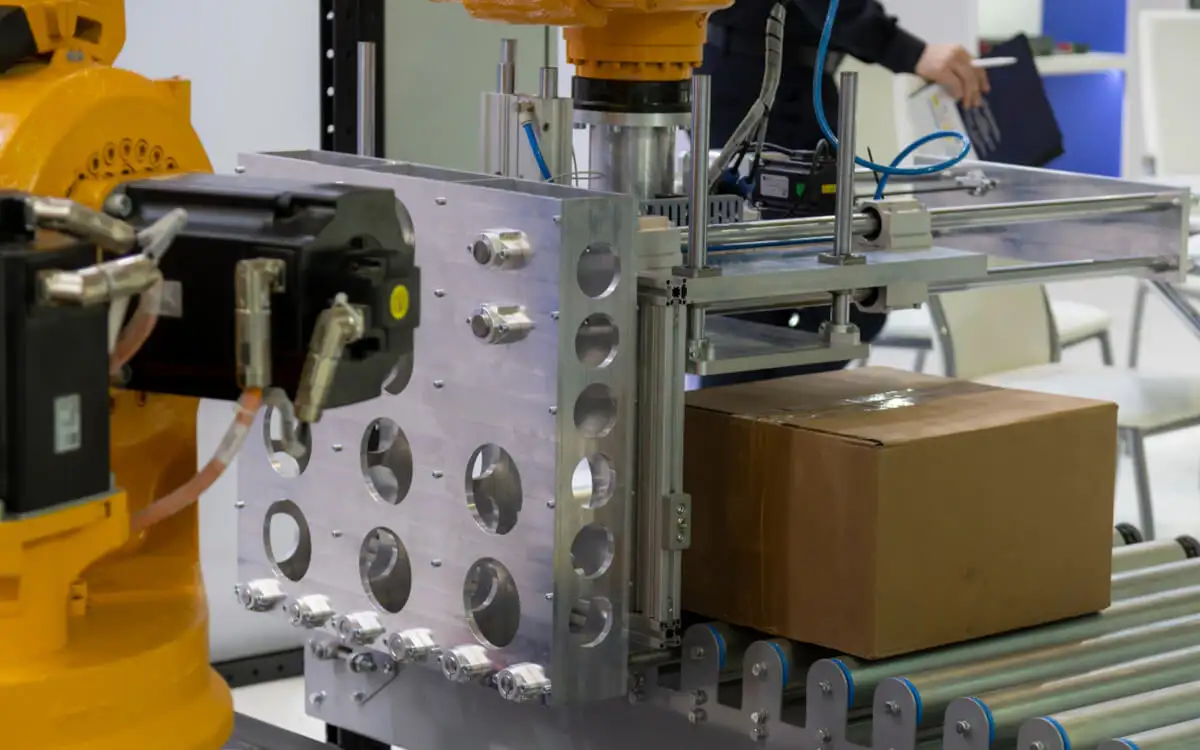
Вакуум у складі: ежектори, присоски та «безконтактне» захоплення
Там, де товар є різноманітним (картонні коробки, лотки, пакети з плівки, мішки), вакуумне захоплення виявляється безперечним лідером: просте захоплення, мінімум механіки, швидкі цикли.
Основні сфери застосування
- Pick&place на станціях комплектації та пакування,
- Депалетизація/палетизація легких вантажів,
- Подача та сепарація аркушів/етикеток/плівки,
- Стабілізація продукту під час зварювання/етикетування.
Що є найважливішим з технічної точки зору
- Підбір присоски (діаметр, форма, мішки) до поверхні та герметичності упаковки.
- Джерело вакууму: ежектор (Вентурі) є швидким і простим, але «споживає» стиснене повітря. У безперервних процесах варто розглянути більш енергоефективні рішення або рішення з функцією економії (наприклад, підтримка вакууму).
- Діагностика: датчик розрідження дозволяє виявити відсутність всмоктування та зреагувати до того, як продукт впаде.
ПНЕВМАТ на практиці постачає обладнання для систем розрідження: від з'єднувачів і шлангів, через ежектори та присоски, до елементів керування та підготовки повітря для цих станцій.

Подув, струмінь повітря, «повітряний ніж» — повітря як технологічний інструмент
На складах, де працюють з картоном та плівкою, подув повітря є повсюдним:
- очищення датчиків та сканерів,
- здування залишків етикеток,
- осушення поверхні перед наклеюванням етикетки,
- відділення легких елементів.
Тут важливі три речі:
- Стабільний тиск і фільтрація (форсунки не люблять бруду),
- Правильно підібрані форсунки (оптимізація споживання повітря),
- Регулювання часу (імпульс замість безперервного обдування = значна економія).
Це сфера, в якій UR дуже швидко бачить віддачу: обмеження «вічно дмухаючих» форсунок може радикально знизити споживання стисненого повітря.
Безпека пневматичних систем на складі
Склад — це великий рух і спільне використання простору (оператори, сервіс, візки, роботи AMR / AGV). Пневматика повинна мати передбачені безпечні стани.

Що має бути стандартом
- Зонне відключення та випуск повітря (секція конвеєрів проти станції палетування).
- Запобіжні клапани / швидкий випуск повітря для пневматичної енергії в зоні технічного обслуговування.
- Процедури LOTO (блокування живлення, скидання залишкового тиску).
- Відповідність ISO 4414 (безпека пневматичних систем) та узгодженість з вимогами безпеки машин (наприклад, ISO 13849 щодо функцій безпеки – залежно від архітектури).
На практиці підбір відсічних елементів, запобіжних клапанів та логіки розвантаження — це тема, в якій варто мати одного, узгодженого постачальника компонентів та документації.

Діагностика та технічне обслуговування: як підготувати пневматичну систему до роботи в режимі 24/7
Автоматичний склад часто працює у 2–3 зміни і дуже чутливий до простоїв. Пневматична система добре піддається діагностиці — за умови, що її правильно спроектувати.
Що реально допомагає UR
- Датчики тиску та витрати в секціях (виявлення витоків та падіння продуктивності),
- Лічильники циклів на критичних циліндрах (прогнозування зносу ущільнень),
- Модульність (клапанних островів, швидкороз'ємних з'єднань, стандартизації) – заміна за 15 хвилин замість 2 годин,
- Сервісні точки: запірний клапан + випуск повітря + манометр поблизу станції.
Найпоширеніші помилки проектування (і як їх уникнути)
- Занадто малий діаметр трубопроводів «бо дешевше» → повільні цикли, нестабільність.
- Відсутність фільтрації та зливу конденсату → виходи з ладу клапанів, ежекторів, датчиків.
- Відсутність стратегії дій у надзвичайних ситуаціях → неконтрольовані рухи після відновлення живлення.
- Відсутність стандартизації обладнання → склад запасних частин зростає в геометричній прогресії.
- «Вічні продувки» → витрати на стиснене повітря зростають безконтрольно.
Як виглядає повна пневматична архітектура в автоматизованому складі?
Якщо об’єднати все це в єдину логічну систему, добре спроектований склад має:
- Центральне джерело стисненого повітря (компресори + осушення + основна фільтрація).
- Розподіл із поділом на зони (цехи, антресолі, станції).
- Місцеву підготовку повітря (FRL) біля машин – під конкретний потік і необхідну якість.
- Клапанних острівці та логіку управління з діагностикою.
- Виконавчі механізми: приводи, захвати, ежектори, форсунки, стопери, амортизатори.

6. Безпека: відключення/випускання повітря, LOTO, безпечні стани.
7. Експлуатаційне обслуговування: моніторинг, стандартизація, швидка доступність запчастин.
Саме в пунктах 3–7 пропозиція ПНЕВМАТ зазвичай «робить різницю»: ви можете сформувати цілісний набір компонентів для всього складу (від підготовки повітря, через арматуру, з'єднувачі та шланги, аж до приводів і клапанів), що спрощує закупівлі, обслуговування, зберігання запчастин та документацію.
Приклади пневматичних «комплектів» для зон складу (практичний підхід)
А) Зона конвеєрів і сортувальників
- циліндри для стопорів/проштовхувачів (часто прохідні),
- клапани 5/2 + дроселі + швидкий злив,
- підготовка повітря з якісною фільтрацією,
- з'єднувачі та трубопроводи відповідного діаметру (імпульсні потоки!),
- датчики положення (сигнал до ПЛК: «продукт заблоковано / штовхач висунуто»).

Б) Пакування та етикетування
- притискачі, позиціонери, мікроприводи,
- імпульсні продувні сопла,
- ежектори/присоски для маніпулювання картонними коробками/плівкою,
- регулювання та стабілізація тиску (коливання = гірша повторюваність).
C) Палетування та підготовка відправлень
- приводи з більшою силою для центрування та блокування,
- елементи амортизації та гальмування,
- зональне відключення та випускання повітря для безпеки обслуговування.


Автор